

פורעם מאַטעריאַל: H13 אָדער ענלעך מאַטעריאַל
קוואַליטעט שליסל: באַקומען מער קוואַנטיטי פֿאַר ווייניקער
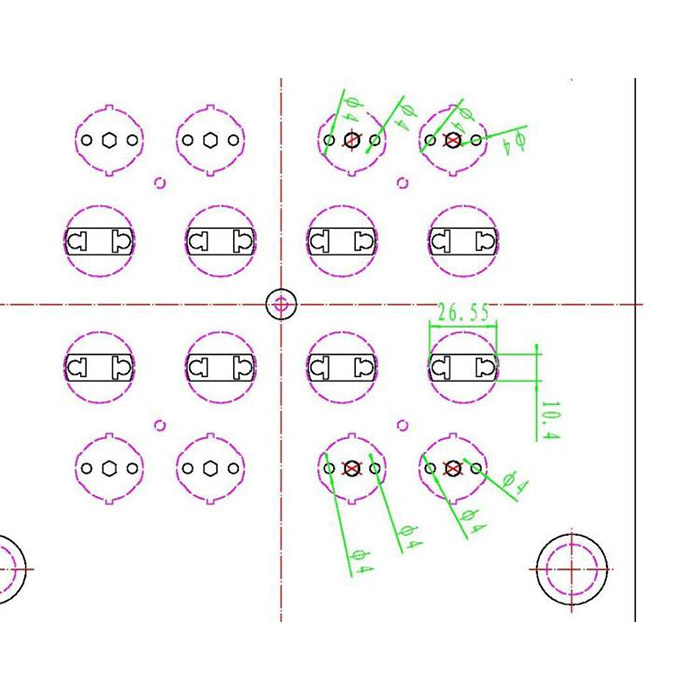
דיזיינד וואָס ריכטן שורות צו ויסמיידן פינקלען אין די פּלאַן.
קוואַליטעט קאָנטראָל: זינט דעם מאָדעל פורעם האט פילע קאַוויטיז, מיר האָבן צו מאַכן זיכער אַז אַלע EDM פּאַרץ זענען סייזד צו די מסכים פּאַסיק.אויב עס פיילז, מיר וועלן האָבן מער EDM פּאַרץ צו ענדיקן.
פורעם דעטאַילס: דייז זאָל זיין דיזיינד צו זיין שטארקער, ניט נאָר ביגער.מיר זאָל אויך באַטראַכטן די פּלאַן פון די לויפער.אין די פאַל פון קאַלט ראַנערז, מיר מוזן ענשור אַז אַלע פּראָדוקטן זענען 100% פֿאַרמאַכט.
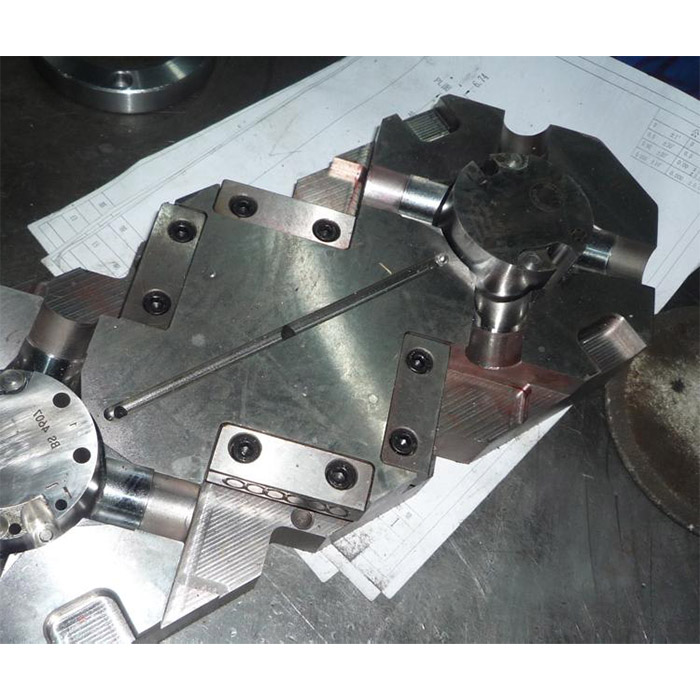
פורעם סטרוקטור: 2 גרויס האַלב סליידינג טיילן
ינדזשעקשאַן מאָלדינג מאַשין גרייס: HAITIAN180KN.ינדזשעקשאַן מאַטעריאַל: פּווק
ווען עס קומט צו ינדזשעקשאַן מאָלדינג מאַטעריאַלס, כאַרדנאַס איז אַ שליסל פאַקטאָר.אויב עס איז אויך ווייך, די פּראָדוקט וועט נישט מעלדונג 100%.מעגלעך פורעם טיילן: האַרץ טייל
דער פּראָדוקט זיך:
פּווק צאַפּן, דיזיינד מיט 6 קאַוויטיז.מער ופמערקזאַמקייַט זאָל זיין באַצאָלט צו די ינדזשעקשאַן טויער פונט.ווייַל עס איז נייטיק צו ויסמייַדן די טויער פונט פון כערטינג די קונה ס פינגער.אַזוי מיר האָבן צו געפֿינען עטלעכע סאַלושאַנז פֿאַר דעם מעגלעך פּראָבלעם.זינט עס איז געמאכט פון פּווק, עס קען נישט פאַלן אַוועק גאָר.אַזוי מיר האָבן צו געפֿינען עטלעכע עקן פֿאַר די טויער.
FAQ:
פֿאַר פּלאַסטיק מאָולדז, וואָס זאָל איך טאָן אויב עס איז אַ פּראָבלעם בעשאַס אָפּעראַציע?ערשטער, קאָנטראָלירן די סטאַטוס און לאָזן עס אַליין.עס זענען פילע סיבות פֿאַר דעם פּראָבלעם, אַזאַ ווי סעטאַפּ פון די ינדזשעקשאַן מאָלדינג מאַשין, מאַטעריאַל סטאַטוס און האַנדלינג פון אַרבעטער.
-
געל אַלומינום מאַגניזיאַם מאַטעריאַל 1.31 ג לאַמפּהאָ ...
-
עלעקטריקאַל מעש בויגן מעטאַל טיילן פֿאַר וניווערסאַל ...
-
הייס סעלינג אמעריקאנער 1-גאַנג סוויטש מיט 3 לאָך ...
-
קאַסטאַמייזד פאָספאָרעסענט בראָנדז קאָנטאַקט שטעמפּל ...
-
דייַטש פראנצויזיש סאָקקעט מיט גראָונדינג פּיסי מאַטעריאַלס ...
-
אַדאַפּטער מיט קאָריק, וניווערסאַל כאָלעל מיט קינד ...